
Wiertło do metalu poznasz po spiralnych rowkach, ostrym stożkowym czubku i trzpieniu, który ma stabilnie pracować w uchwycie wiertarki. To, jak wygląda wiertło do metalu, nie jest tylko kwestią formy - od geometrii końcówki, rodzaju stali i wykończenia powierzchni zależy, czy narzędzie poradzi sobie z cienką blachą, stalą konstrukcyjną albo twardszym materiałem. W tym tekście pokazuję, na co patrzeć, jak odróżnić takie wiertło od modeli do drewna i betonu oraz kiedy zwykły HSS wystarczy, a kiedy lepiej sięgnąć po mocniejszą wersję.
Najważniejsze cechy wiertła do metalu w skrócie
- Ma spiralne rowki wiórowe, które odprowadzają urobek na zewnątrz otworu.
- Na końcu ma ostry, stożkowy wierzchołek, zwykle bardziej subtelny niż w wiertłach do drewna.
- Najczęściej wykonuje się je ze stali szybkotnącej HSS, a do twardszych materiałów z wersji HSS-Co.
- Złoty lub czarny kolor zwykle oznacza powłokę lub sposób wykończenia, a nie „inny typ metalu”.
- Do stali nierdzewnej i twardszych stopów liczy się nie tylko wygląd, ale też kąt ostrza, szlif i odporność na temperaturę.
- Jeśli końcówka przypomina dłuto albo ma płytkę z węglika, to prawdopodobnie nie jest to wiertło do metalu.
Z czego składa się wiertło do metalu
Ja patrzę na takie wiertło jak na narzędzie o kilku bardzo czytelnych częściach. Najważniejsze są: wierzchołek, czyli miejsce rozpoczynające cięcie, rowki wiórowe, które wyprowadzają materiał na zewnątrz, oraz chwyt, czyli część mocowana w wiertarce. Wiertło do metalu jest zwykle smukłe, symetryczne i „spokojniejsze” w formie niż modele do drewna czy betonu, bo ma ciąć, a nie miażdżyć materiał.
Najprostszy model do metalu ma dwie spiralne bruzdy biegnące wzdłuż trzpienia. To właśnie nimi wióry uciekają z otworu, zamiast się w nim klinować. Na samym czubku znajdziesz krawędzie skrawające ustawione pod odpowiednim kątem; w praktyce to one robią całą pracę. Przy lepszych modelach końcówka bywa dodatkowo szlifowana, dzięki czemu wiertło mniej „ucieka” po powierzchni blachy i łatwiej zaczyna wiercenie w zaznaczonym miejscu.
| Element | Jak wygląda | Do czego służy |
|---|---|---|
| Wierzchołek | Ostry, stożkowy, czasem z wyraźniejszym szlifem na czubku | Rozpoczyna wiercenie i wchodzi w materiał |
| Rowki wiórowe | Dwie spiralne bruzdy wzdłuż korpusu | Odprowadzają wióry i zmniejszają tarcie |
| Część robocza | Gładki, zwężający się optycznie korpus z ostrzem na końcu | Stabilizuje cięcie i prowadzi otwór |
| Chwyt | Najczęściej cylindryczny, rzadziej stożkowy | Utrzymuje wiertło w uchwycie wiertarki |
W praktyce to właśnie budowa zdradza, że mamy do czynienia z narzędziem do skrawania metalu, a nie z uniwersalnym „czymś do wiercenia”. I to prowadzi do kolejnego ważnego rozróżnienia: wygląd podobny bywa mylący, ale różnice między wiertłami do różnych materiałów są naprawdę wyraźne.
Jak odróżnić je od wierteł do drewna i betonu
Tu najłatwiej popełnić błąd, bo z daleka wszystkie wiertła wyglądają podobnie. W praktyce różni je głównie końcówka i sposób pracy. Wiertło do metalu ma zwykle ostrze bardziej „precyzyjne” i mniej agresywne niż model do drewna, a w porównaniu z wiertłem do betonu nie ma masywnej płytki z węglika spiekanego na czubku.
| Typ wiertła | Po czym je poznasz | Do czego służy |
|---|---|---|
| Do metalu | Ostry, stożkowy czubek, dwie spirale, smukła geometria | Blacha, stal, aluminium, mosiądz, nierdzewka w odpowiedniej wersji |
| Do drewna | Często ma centralny szpic prowadzący, czasem ostrza boczne | Deski, płyty drewnopochodne, sklejka |
| Do betonu | Masywniejszy czubek z płytką z węglika spiekanego | Beton, cegła, mur |
Jeśli na końcu widzisz płaską, „dłutowatą” końcówkę, to nie jest dobry kandydat do stali. Z kolei jeśli końcówka jest ostra i regularna, ale na półce obok leży kilka bardzo podobnych modeli, różnice najpewniej schowane są w materiale i powłoce, a nie w samym kształcie - i właśnie tym warto zająć się dalej.
Co oznaczają HSS, HSS-Co i kolory powierzchni
Najczęściej spotykam wiertła oznaczone skrótami HSS, HSS-G, HSS-R albo HSS-Co. HSS oznacza stal szybkotnącą, czyli materiał dobrze znoszący temperaturę i tarcie podczas wiercenia. Wersje różnią się jednak sposobem wykonania i odpornością, więc nie warto oceniać narzędzia wyłącznie po cenie albo kolorze.| Oznaczenie lub wygląd | Co zwykle oznacza | Kiedy ma sens |
|---|---|---|
| HSS-R | Wiertło walcowane, zwykle tańsze i mniej precyzyjnie wykończone | Do okazjonalnych prac, miększych metali i prostych otworów |
| HSS-G | Wiertło szlifowane, gładkie i dokładniejsze | Do częstszego wiercenia i bardziej równego startu otworu |
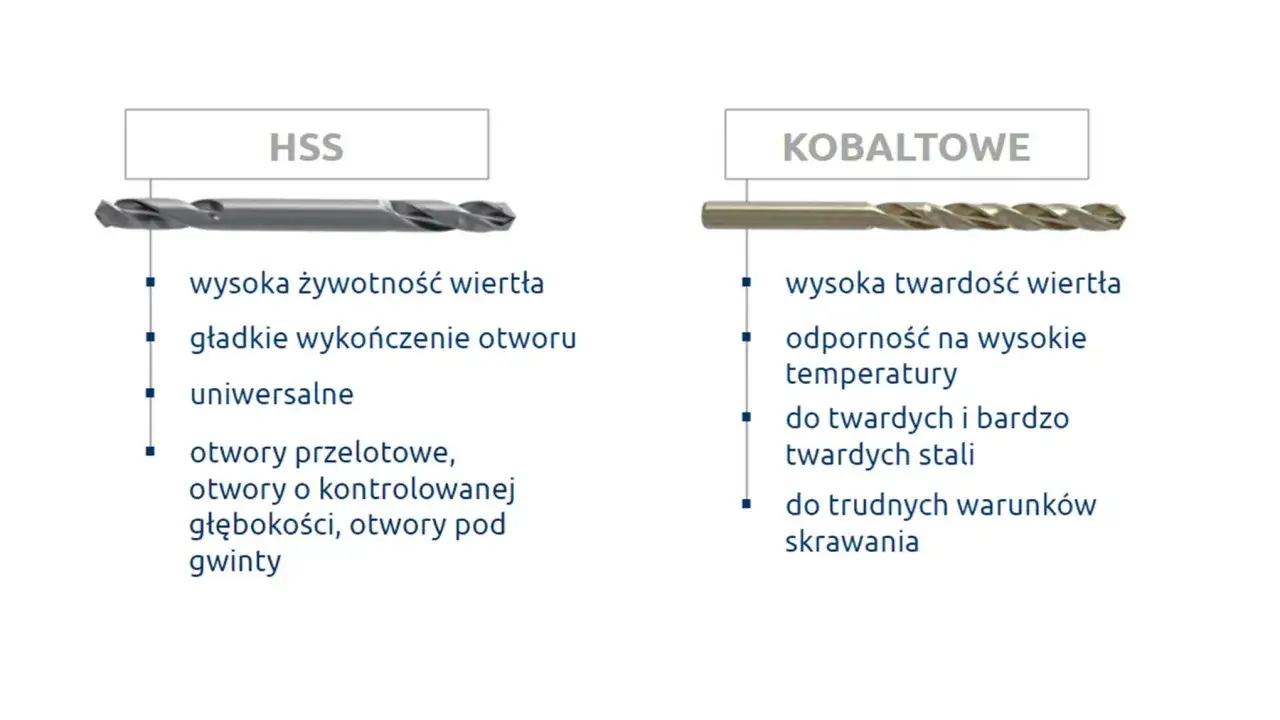
| HSS-Co | Wiertło z dodatkiem kobaltu, odporniejsze na wysoką temperaturę | Do stali nierdzewnej, twardszych stali i pracy pod większym obciążeniem |
| Złoty kolor | Zwykle powłoka TiN, czyli azotek tytanu | Zmniejsza tarcie i poprawia trwałość, ale nie robi z wiertła „cudu” |
| Czarny kolor | Często tlenkowane wykończenie powierzchni | Pomaga ograniczyć zużycie, choć sam kolor nie przesądza o jakości |
Ważna uwaga: złote wiertło nie jest „tytanowym” w sensie materiału całego narzędzia. To najczęściej stal HSS z powłoką, a nie bryła tytanu. Z mojego punktu widzenia najczęstszy błąd kupujących polega właśnie na tym, że patrzą na kolor, a nie na rzeczywiste przeznaczenie, szlif i skład. Po tej części najłatwiej już dobrać wiertło do konkretnego metalu, bo sam wygląd zaczyna mieć dużo bardziej praktyczne znaczenie.
Jak dobrać wiertło do konkretnego metalu
Tu nie ma jednego uniwersalnego wyboru. Inaczej podchodzę do aluminium, inaczej do stali konstrukcyjnej, a jeszcze inaczej do nierdzewki. Liczy się nie tylko typ wiertła, ale też jego kąt wierzchołkowy, ostrość szlifu i odporność na przegrzanie. Dla wielu prac warsztatowych dobrym punktem wyjścia jest klasyczne HSS, ale przy trudniejszych materiałach to może być za mało.
| Materiał | Co zwykle wybieram | Na co uważać |
|---|---|---|
| Aluminium i mosiądz | HSS, najlepiej ostre i dobrze wyszlifowane | Materiał lubi „łapać” wiór, więc ważne jest odprowadzanie urobku |
| Stal konstrukcyjna | HSS-G lub solidne HSS-R przy prostych zadaniach | Nie przyspieszaj na siłę, bo otwór szybko się grzeje |
| Stal nierdzewna | HSS-Co, najlepiej z ostrzem dobrze znoszącym temperaturę | Potrzebne są niższe obroty, pewny docisk i chłodzenie |
| Cienka blacha 0,5-2 mm | Małe HSS albo wiertło stopniowe | Bez punktowania wiertło łatwo zjeżdża po powierzchni |
| Grubsze elementy stalowe | Szlifowane HSS albo HSS-Co przy większym obciążeniu | Im większa średnica, tym ważniejsze jest dobre prowadzenie i smarowanie |
Jeżeli ktoś pyta mnie, co ma kupić „na start”, odpowiadam zwykle tak: jedno dobre HSS-G do codziennych prac i jedno HSS-Co, jeśli w grę wchodzi nierdzewka lub twardszy materiał. Taki zestaw daje więcej spokoju niż przypadkowy pakiet dziesięciu tanich sztuk. Ale nawet najlepsze wiertło straci swoje zalety, jeśli użytkownik popełnia podstawowe błędy, więc to właśnie omawiam dalej.
Najczęstsze błędy przy ocenie i użyciu
W warsztacie widzę w kółko te same pomyłki. Nie wynikają z braku doświadczenia tylko z tego, że wiertło wygląda prosto, więc łatwo zlekceważyć jego geometrię. A to właśnie małe różnice robią dużą różnicę, zwłaszcza przy metalu.
- Mylenie wierteł między materiałami - model do drewna potrafi wejść w metal, ale będzie się ślizgał, tępił i grzał.
- Zbyt wysokie obroty - metal zwykle wymaga spokojniejszej pracy niż drewno, inaczej końcówka szybko traci ostrość.
- Brak punktowania - bez lekkiego punktaka wiertło chętnie ucieka po gładkiej blasze.
- Docisk „na siłę” - nacisk ma pomagać ciąć, a nie miażdżyć materiał; zbyt duży docisk tylko męczy narzędzie i wiertarkę.
- Ignorowanie chłodzenia - przy twardszych stalach i nierdzewce temperatura rośnie bardzo szybko, więc chłodziwo naprawdę ma znaczenie.
- Ocenianie po kolorze - złoty odcień nie gwarantuje jakości, a czarny nie oznacza słabszego narzędzia.
Najbardziej kosztowny błąd to zwykle nie sam zły zakup, tylko używanie jednego wiertła do wszystkiego. Zamiast tego lepiej mieć kilka sprawdzonych sztuk i dobierać je do materiału oraz średnicy otworu. To naturalnie prowadzi do ostatniej rzeczy, którą zawsze sprawdzam przed pracą.
Co jeszcze sprawdzam przed wierceniem w metalu
Zanim wiertło trafi do uchwytu, patrzę na trzy rzeczy: ostrość, symetrię i stan rowków. Jeśli krawędzie są wyszczerbione, końcówka wygląda krzywo albo rowki są przytłoczone wiórem i korozją, narzędzie nie będzie pracowało czysto. W praktyce lepiej od razu odłożyć takie wiertło niż udawać, że „jeszcze coś z niego będzie”.
- Trzymam wiertła w organizerze, bo luzem bardzo łatwo obijają się o siebie i tępią.
- Po pracy usuwam wióry i drobny pył, bo osad przyspiesza korozję oraz utrudnia ocenę stanu ostrza.
- Do nierdzewki i twardszej stali wolę osobny komplet, żeby nie mieszać zużycia z lżejszymi zadaniami.
- Jeśli otwór ma być dokładny, najpierw robię małe nawiercenie, a dopiero potem przechodzę na docelową średnicę.
W praktyce najłatwiej zapamiętać jedno: wiertło do metalu ma wyglądać smukło, precyzyjnie i „technicznie”, a nie masywnie czy przypadkowo. Jeśli rozpoznasz spiralne rowki, ostry wierzchołek, właściwy chwyt i sensowne oznaczenia HSS albo HSS-Co, szybko odróżnisz narzędzie dobre do stali od tego, które tylko podobnie wygląda. I właśnie to oszczędza najwięcej czasu w warsztacie - mniej zgadywania, więcej czystych otworów od pierwszego podejścia.