
Lutowanie twarde to jedna z tych technik, które w warsztacie od razu pokazują różnicę między szybkim złożeniem elementów a naprawdę trwałym połączeniem. Dobrze wykonana spoina wytrzymuje temperaturę, ciśnienie i drgania, dlatego sprawdza się przy rurach miedzianych, elementach z mosiądzu czy niektórych stalach. Poniżej rozkładam temat na praktyczne części: od doboru narzędzi i spoiwa, przez przygotowanie złącza, po błędy, które najczęściej psują efekt.
Najważniejsze rzeczy, które warto wiedzieć przed pracą
- To nie jest spawanie - materiał bazowy nie topi się, a połączenie tworzy spoiwo wpływające w szczelinę.
- Najlepsze efekty daje czyste, ciasne złącze i równomierne nagrzanie całego obszaru, nie samego drutu.
- Dobór spoiwa zależy od materiału - miedź, mosiądz, stal czy stal nierdzewna wymagają innych stopów i czasem topnika.
- W warsztacie liczy się nie tylko palnik, ale też szczotka, odtłuszczacz, topnik, uchwyty i ochrona osobista.
- Najczęstsze problemy wynikają z brudu, przegrzania, złego odstępu w złączu albo podawania spoiwa w niewłaściwym momencie.
Kiedy ta technika ma sens, a kiedy lepiej wybrać inną
W praktyce patrzę na dwa pytania: jakie obciążenie ma przenieść połączenie i w jakiej temperaturze będzie pracować. Ta metoda daje mocną, szczelną spoinę, bo roztopione spoiwo wnika w niewielką szczelinę między elementami dzięki zjawisku kapilarnemu. To właśnie dlatego dobrze sprawdza się przy instalacjach chłodniczych, grzewczych, hydraulicznych oraz przy łączeniu miedzi, mosiądzu czy wybranych stali.
Jeżeli połączenie ma pracować pod ciśnieniem albo w wyższej temperaturze, ta technika zwykle wygrywa z lutowaniem miękkim. Z drugiej strony, gdy liczy się pełna nośność konstrukcyjna, grube materiały i bardzo duże obciążenia mechaniczne, częściej wybiera się spawanie. Ja traktuję to prosto: twarde łączenie metali jest świetne tam, gdzie trzeba uzyskać szczelność i odporność, ale bez przegrzewania całego elementu do poziomu spoiny spawalniczej.
| Metoda | Najlepsze zastosowanie | Plusy | Ograniczenia |
|---|---|---|---|
| Połączenie wysokotemperaturowe | Rury miedziane, elementy instalacyjne, chłodnictwo, mosiądz, część stali | Trwałość, szczelność, odporność termiczna | Wymaga dobrego przygotowania i kontroli temperatury |
| Lutowanie miękkie | Elektronika, lekkie instalacje, prace o mniejszym obciążeniu | Szybkość, niższa temperatura, prostszy sprzęt | Niższa wytrzymałość i odporność cieplna |
| Spawanie | Konstrukcje nośne, grube materiały, wysokie obciążenia | Bardzo wysoka wytrzymałość mechaniczna | Większe ryzyko odkształceń i większe wymagania sprzętowe |
Jeśli umiesz dobrze dobrać metodę do zadania, połowa sukcesu jest już za tobą. Druga połowa to sprzęt i przygotowanie stanowiska, więc przechodzę do tego od razu.
Jakie narzędzia i materiały przygotować do pracy
W warsztacie nie potrzebuję przesadnie rozbudowanego zestawu, ale nie lubię oszczędzać na elementach, które decydują o jakości spoiny. W 2026 r. prosty palnik do tej pracy to zwykle wydatek rzędu 300-500 zł, a zestaw tlenowo-propanowy zaczyna się mniej więcej od 400 zł brutto i rośnie wraz z klasą osprzętu. Topniki do lutów srebrnych kosztują najczęściej 13-135 zł, a spoiwa w prętach potrafią być bardzo różne cenowo w zależności od składu i opakowania.
| Co przygotować | Po co jest potrzebne | Orientacyjny koszt |
|---|---|---|
| Palnik ręczny albo zestaw gazowy | Do równomiernego nagrzania złącza | ok. 300-500 zł za prosty palnik, od ok. 400 zł brutto za zestaw tlenowo-propanowy |
| Spoiwo w prętach | Tworzy właściwą spoinę po stopieniu | od kilku złotych za sztukę do ok. 100-160 zł za opakowania i wersje specjalistyczne |
| Topnik wysokotemperaturowy | Usuwa tlenki i poprawia zwilżanie powierzchni | 13-135 zł |
| Szczotka druciana, skrobak, czyścik | Do mechanicznego oczyszczenia metalu | kilkanaście do kilkudziesięciu złotych |
| Odtłuszczacz | Usuwa olej, smary i pozostałości po obróbce | zwykle kilkanaście złotych wzwyż |
| Uchwyty, imadło, zaciski | Stabilizują elementy podczas podgrzewania | zależnie od klasy wyposażenia |
| Okulary, rękawice, fartuch | Chronią przed odpryskami, promieniowaniem i gorącym metalem | od kilkudziesięciu złotych |
Jeżeli miałbym wskazać jedną rzecz, której nie warto kupować „byle jak”, to właśnie topnik. Dobry topnik nie tylko ułatwia płynięcie spoiwa, ale też ogranicza czarne osady i poprawia estetykę miejsca pracy. To szczegół, który w praktyce odróżnia złącze poprawne od złącza, które wygląda jak robione w pośpiechu.
Znając już wyposażenie, przechodzę do przygotowania samego złącza, bo bez tego nawet najlepszy palnik nie pomoże.
Jak przygotować złącze, żeby spoiwo popłynęło równo
Najwięcej problemów widzę nie przy samym grzaniu, tylko dużo wcześniej - na etapie przygotowania. Powierzchnia musi być czysta, sucha i odtłuszczona, a elementy powinny pasować do siebie tak, by szczelina była mała i równomierna. Nie wciskam części na siłę, bo zbyt ciasne złącze utrudnia kapilarne rozprowadzenie spoiwa.
- Oczyszczam obie powierzchnie z nalotu, tlenków i farby.
- Odtłuszczam miejsce łączenia, najlepiej przed samym montażem.
- Sprawdzam dopasowanie na sucho i koryguję luz lub naddatek materiału.
- Nakładam topnik tylko tam, gdzie będzie potrzebny.
- Unieruchamiam elementy, żeby nie zmieniły położenia w czasie grzania.
Przy rurach miedzianych robię to szczególnie starannie, bo nawet drobny brud potrafi później dać mikronieszczelność. Z mojego doświadczenia wynika też, że pośpiech na tym etapie zwykle kończy się dłuższym poprawianiem niż spokojne przygotowanie od zera.
Gdy złącze jest już gotowe, ważny staje się sam przebieg nagrzewania, a tu najłatwiej o zbyt dużą temperaturę albo nierówną pracę płomienia.
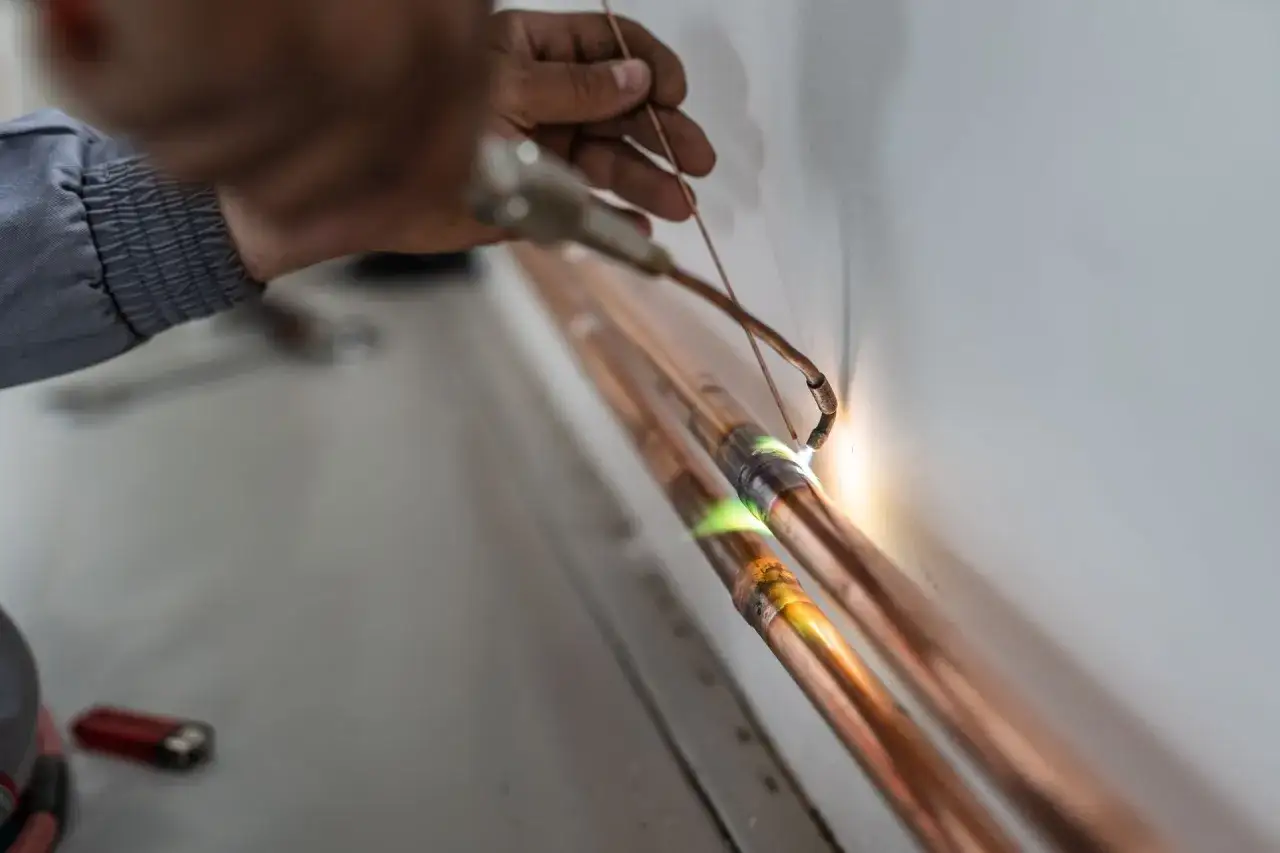
Jak prowadzić nagrzewanie i podawanie spoiwa
Tu działa jedna prosta zasada: grzeję złącze, nie sam pręt. Najpierw równomiernie podnoszę temperaturę całego obszaru, a dopiero potem dotykam spoiwem miejsca łączenia. Jeżeli wszystko jest przygotowane dobrze, lut zaczyna być wciągany w szczelinę praktycznie sam.
Po czym poznaję właściwy moment
W praktyce obserwuję zachowanie topnika i powierzchni metalu. Gdy topnik zaczyna aktywnie pracować, a element jest równomiernie nagrzany, spoiwo powinno topić się po kontakcie ze złączem, nie w płomieniu. W przypadku wielu lutów srebrnych temperatura robocza mieści się mniej więcej w zakresie 600-800°C, a dla niektórych stopów miedziowo-fosforowych okolice są trochę niższe.
Jak podaję spoiwo
Końcówkę pręta przykładam do granicy łączonych powierzchni i pozwalam, by spoiwo samo weszło w szczelinę. Nie „maluję” nim po metalu, bo wtedy łatwo zbudować grubą, nieestetyczną warstwę zamiast właściwej spoiny. Jeśli trzeba, prowadzę płomień dookoła złącza, a nie w jednym punkcie - to pomaga utrzymać równy rozkład ciepła.
Przy lutach miedziowo-fosforowych często wystarcza połączenie miedź-miedź bez topnika, ale przy innych zestawieniach materiałów topnik nadal jest potrzebny. To ważne rozróżnienie, bo zły dobór spoiwa albo pominięcie topnika od razu odbija się na zwilżaniu i szczelności.
Po zakończeniu grzania daję złączu spokojnie ostygnąć i dopiero potem czyszczę resztki topnika. Tego kroku nie pomijam, bo pozostałości po topniku potrafią z czasem przyspieszać korozję albo zostawić nieładny nalot.
Sam proces jest więc prosty w założeniu, ale bardzo czuły na detale. I właśnie te detale najczęściej rozbijają się o typowe błędy, które warto znać wcześniej.
Błędy, które najczęściej psują spoinę
Jeśli miałbym wskazać tylko kilka powodów nieudanych połączeń, zawsze zacząłbym od tego samego zestawu: brud, zła temperatura, zły odstęp i pośpiech. Poniżej zebrałem to w praktycznej formie, bo takie zestawienie szybciej pomaga niż sucha lista zasad.
| Problem | Co widać w praktyce | Co zrobić inaczej |
|---|---|---|
| Za mało czyszczenia | Spoiwo nie rozlewa się równo, pojawiają się wyspy i przerwy | Dokładniej szczotkować i odtłuścić powierzchnię |
| Za duża szczelina | Lut nie jest wciągany kapilarnie | Lepsze dopasowanie elementów, korekta geometrii złącza |
| Przegrzanie | Topnik ciemnieje, osad przypala się, spoiwo traci kontrolę | Zmniejszyć płomień i grzać równomiernie, bez punktowego przegrzewania |
| Grzanie samego pręta | Spoiwo robi kulki i nie wchodzi do złącza | Najpierw nagrzać element, dopiero potem podać lut |
| Zły dobór topnika | Pojawiają się tlenki, słaba zwilżalność, matowa spoina | Dobrać topnik do konkretnego stopu i materiału |
| Brak stabilizacji elementów | Połączenie przesuwa się w trakcie krzepnięcia | Użyć zacisków lub imadła i nie ruszać złącza do pełnego ostygnięcia |
Jednym z częstszych błędów początkujących jest też zbyt szybkie ocenianie efektu. Spoina może wyglądać poprawnie z boku, ale jeśli topnik został przypalony albo spoiwo nie weszło równomiernie do środka, problem wyjdzie później - często już na etapie próby szczelności. Dlatego po każdym złączu robię szybki przegląd wzrokowy i nie ufam wyłącznie temu, co „wydaje się” dobrze stopione.
W warsztacie liczy się jeszcze jedno: bezpieczeństwo. Bez niego nawet dobrze zrobione połączenie nie jest warte ryzyka, które zostaje po drodze.
Bezpieczne stanowisko pracy przy palniku
Praca z wysoką temperaturą wymaga porządku wokół stanowiska. Zanim odpalę palnik, odsuwam papier, rozpuszczalniki, szmaty nasączone olejem i wszystko, co może zająć się od iskry albo promieniowania cieplnego. Butle i osprzęt techniczny ustawiam stabilnie, a na armaturze nie powinno być tłustych zanieczyszczeń - to już nie jest drobiazg, tylko realne ryzyko.
- Używam okularów lub przyłbicy oraz rękawic odpornych na ciepło.
- Dbam o wentylację albo odciąg dymów z miejsca pracy.
- Nie odkładam zapalonego palnika bez kontroli.
- Po zakończeniu pracy odpowietrzam i wyłączam zestaw zgodnie z instrukcją.
- Do czyszczenia po lutowaniu czekam, aż element ostygnie do bezpiecznej temperatury.
Jeśli używasz zestawu tlenowo-gazowego, zachowaj jeszcze większą dyscyplinę przy przewodach, reduktorach i zamocowaniu butli. W praktyce to właśnie niedbałe obchodzenie się z osprzętem, a nie sam płomień, bywa źródłem najgorszych wypadków. Ja wolę poświęcić minutę na sprawdzenie zestawu niż później tracić czas na naprawianie skutków.
Co zwykle wybieram, gdy liczy się trwałość i tempo pracy
Jeżeli mam lutować miedź do miedzi, zwykle stawiam na spoiwo miedziowo-fosforowe i prostszy zestaw gazowy. To rozwiązanie jest szybkie, przewidywalne i nie wymaga przesadnie skomplikowanego zaplecza. Gdy w grę wchodzi mosiądz, stal nierdzewna albo bardziej wymagające warunki pracy, sięgam po luty srebrne i porządny topnik, bo wtedy łatwiej utrzymać jakość połączenia.
Przy pracy warsztatowej najbardziej opłaca się myśleć o całym procesie, nie o jednym narzędziu. Dobry palnik bez czystego złącza nie da dobrego efektu, a idealny pręt bez odpowiedniej temperatury też nie uratuje roboty. Dlatego zawsze zaczynam od materiału, potem dobieram spoiwo, a dopiero na końcu wybieram płomień i osprzęt.
Jeśli chcesz ograniczyć poprawki, zapamiętaj trzy rzeczy: czystość, dopasowanie i kontrolę temperatury. To one decydują, czy połączenie będzie szczelne i trwałe, czy tylko wyglądało dobrze przez pierwsze kilka minut po ostygnięciu.