Najważniejsze rzeczy do zapamiętania przed wyborem elektrody
- Rutylowe są najłatwiejsze w użyciu i zwykle najlepsze na start do drobnych prac warsztatowych.
- Zasadowe niskowodorowe wybiera się wtedy, gdy liczy się wyższa jakość i odporność spoiny.
- Celulozowe dają głębokie wtopienie, ale wymagają większej wprawy i nie wybaczają błędów technicznych.
- W TIG pracuje elektroda nietopliwa z wolframu, a w MIG/MAG i SAW rolę elektrody pełni drut.
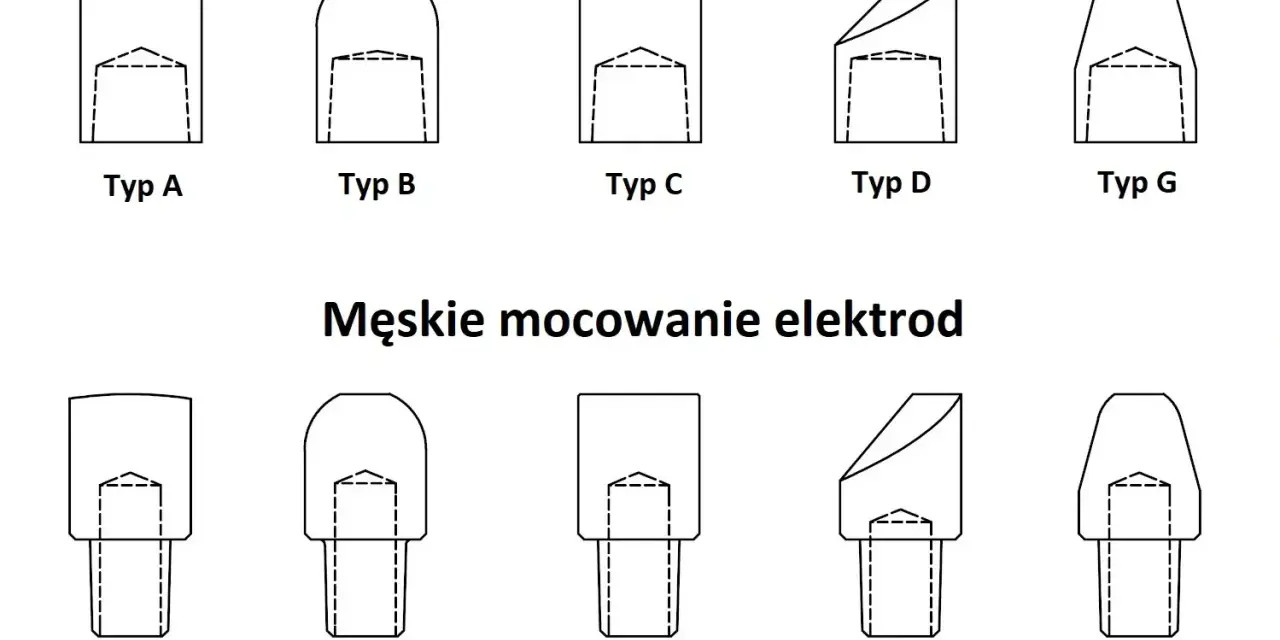
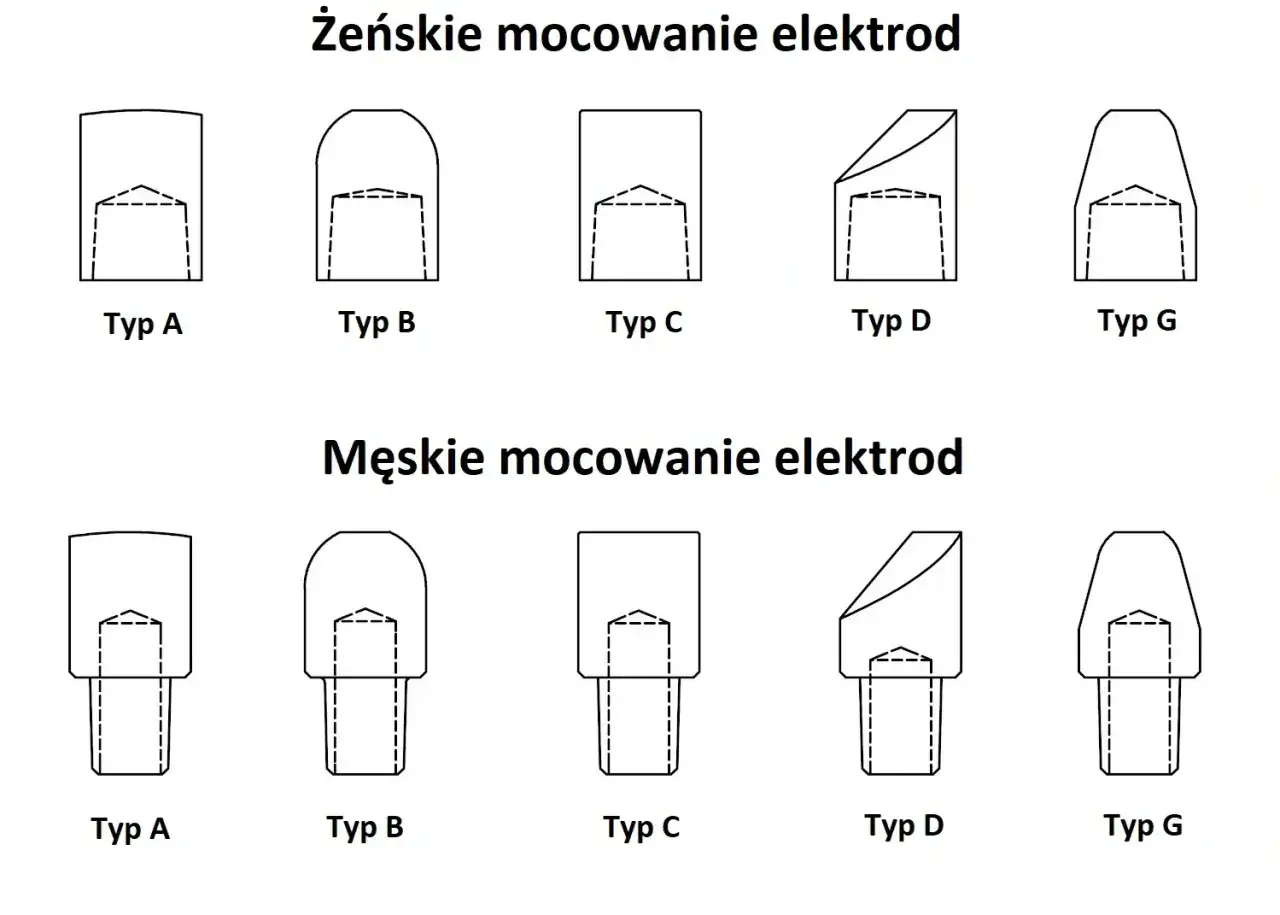
- W zgrzewaniu punktowym liczą się nie tylko materiał i średnica, ale też kształt końcówki oraz chłodzenie.
Jak porządkuję elektrody w technice
Najprościej rozdzielam je według procesu, bo to od razu mówi, czy mamy do czynienia z materiałem topliwym, nietopliwym, otulonym czy w formie drutu. Drugi filtr to materiał i warunki pracy: stal węglowa, nierdzewna, aluminium, gruba blacha, pozycja pionowa albo zgrzewanie punktowe. Dopiero na końcu patrzę na oznaczenie producenta, bo sam symbol nie ma sensu bez kontekstu.
| Kryterium | Co oznacza w praktyce | Dlaczego jest ważne |
|---|---|---|
| Proces | MMA, TIG, MIG/MAG, SAW, zgrzewanie oporowe | Pokazuje, czy używasz elektrody otulonej, wolframowej, drutu czy końcówki zgrzewalniczej |
| Materiał | Stal, nierdzewka, aluminium, żeliwo, stopy specjalne | Nie każda elektroda daje poprawny łuk i własności mechaniczne na każdym metalu |
| Zachowanie łuku | Łatwy zapłon, głębokie wtopienie, wysoka wydajność, mało odprysków | Wpływa na wygodę pracy i jakość lica spoiny |
| Pozycja spawania | Podolna, pozioma, pionowa, pułapowa | Jedne elektrody lubią pozycje wymuszone, inne pracują najlepiej na płasko |
W oznaczeniach elektrod otulonych przydaje się jeszcze jedna zasada: pierwsze cyfry zwykle mówią o wytrzymałości spoiny, a dalsze o pozycji, rodzaju otuliny i dopuszczalnym prądzie. Dzięki temu E6013, E7018 czy E6011 nie są „tajemniczymi kodami”, tylko skrótem informacji o tym, jak elektroda będzie się zachowywać. To właśnie ten poziom praktyki odróżnia dobry zakup od przypadku.
Najczęściej spotykane elektrody w warsztacie
Jeżeli patrzę na realne użycie w warsztacie, na pierwszym planie są elektrody otulone do MMA, wolframowe do TIG, druty do MIG/MAG i końcówki do zgrzewania oporowego. Każda z tych grup działa inaczej, więc porównywanie ich „na skróty” prowadzi do błędnych wniosków. Jedna ma ułatwiać spawanie w trudnych pozycjach, inna ma dawać czyste i kontrolowane wtopienie, a jeszcze inna ma po prostu przewodzić prąd i dociskać materiał.
| Typ elektrody | Gdzie się sprawdza | Mocne strony | Ograniczenia |
|---|---|---|---|
| Rutylowa otulona | Drobne naprawy, stal konstrukcyjna, prace hobbystyczne | Łatwy zapłon, przyjazny łuk, prostsze czyszczenie żużla | Nie zawsze daje najlepsze własności przy bardziej odpowiedzialnych połączeniach |
| Zasadowa niskowodorowa | Konstrukcje nośne, elementy obciążone, spoiny wymagające jakości | Dobra udarność, mniejsze ryzyko pęknięć wodorowych, solidna spoina | Wymaga suchego przechowywania i większej dyscypliny pracy |
| Celulozowa | Rurociągi, pozycje pionowe, prace terenowe | Głębokie wtopienie, dobra praca w trudnych pozycjach | Więcej dymu i odprysków, większa wrażliwość na technikę |
| Wolframowa do TIG | Aluminium, stal nierdzewna, cienkie elementy, precyzyjne spoiny | Nietopliwa, daje bardzo dobrą kontrolę łuku | Wymaga osobnego doboru do AC/DC i starannego ostrzenia |
| Drut lity lub proszkowy | MIG/MAG i SAW | Wysoka wydajność, wygoda automatyzacji, mało przestojów | Wymaga osłony gazowej albo topnika i właściwych nastaw podajnika |
| Elektroda do zgrzewania punktowego | Blachy łączone oporowo | Przewodzenie prądu, docisk, kontrola punktu zgrzeiny | Zużywa się od ciepła i wymaga odpowiedniego chłodzenia |
W MMA najczęściej spotkasz jeszcze cztery bardzo praktyczne grupy użytkowe. Fast-freeze łączy się z elektrodami typu E6010 i E6011, które szybko krzepną i pomagają przy słabszym dopasowaniu elementów. Fill-freeze to okolice E6013 i E7014, czyli kompromis między łatwością prowadzenia a uniwersalnością. Fast-fill, jak E7024, stawia na wydajność na pozycjach podolnej i poziomej. Z kolei low-hydrogen obejmuje m.in. E7018 i jest wyborem wtedy, gdy liczy się odporność spoiny na pękanie.
Przy TIG warto zapamiętać prostą rzecz: elektroda wolframowa nie jest materiałem dodatnim, tylko źródłem łuku. Pure tungsten dobrze czuje się przy AC i aluminium, a odmiany lantanowane i cerowe są bardziej uniwersalne w AC/DC. Torowane nadal się spotyka, ale ze względu na domieszkę toru traktuję je dziś raczej jako rozwiązanie niszowe niż pierwszy wybór do warsztatu.
Jak dobrać elektrodę do materiału i pozycji spawania
Gdy dobieram elektrodę, patrzę najpierw na materiał bazowy, potem na grubość i pozycję spawania. To prostsze niż polowanie na „najlepszy” typ z katalogu, bo w praktyce najlepszy jest ten, który pasuje do konkretnego zadania. Innej elektrody użyję do cienkiej blachy w garażu, a innej do belki nośnej, którą obciąży konstrukcja lub wibracje.
| Sytuacja | Co zwykle wybieram | Dlaczego |
|---|---|---|
| Cienka stal, drobne naprawy, prosty warsztat | Rutylową, np. z grupy E6013 | Łatwiej zajarzyć łuk, łatwiej prowadzić spoinę i mniejsze jest ryzyko przepalenia |
| Konstrukcja nośna, połączenia odpowiedzialne | Zasadową niskowodorową, np. E7018 | Lepsze własności mechaniczne i mniejsze ryzyko pęknięć wywołanych wodorem |
| Brudniejsza stal, montaż terenowy, pozycje wymuszone | Celulozową, np. E6010 lub E6011 | Silne wtopienie i lepsza tolerancja trudniejszych warunków pracy |
| Aluminium w TIG | Wolframową dobraną do AC, często lantanowaną lub czystą | Stabilny łuk i lepsza kontrola na materiale, który wymaga innego sposobu prowadzenia niż stal |
| Blachy w zgrzewaniu punktowym | Końcówkę z miedzi i stopów CuCrZr | Wysoka przewodność i większa odporność na zużycie |
W praktyce równie ważna jak typ jest średnica elektrody. Zbyt gruba wymaga większego prądu i potrafi męczyć przy cienkim materiale, zbyt cienka przegrzewa się i łuk staje się niestabilny. Dlatego przy cienkiej blasze nie podnoszę średnicy „na zapas”, tylko dopasowuję ją do realnego amperażu i do tego, jak czyste jest złącze. W TIG dochodzi jeszcze polaryzacja: AC przy aluminium i DC przy większości stali to nie jest detal, tylko fundament wyboru.
Błędy, które psują spoinę i skracają życie elektrody
Najczęstszy błąd widzę wtedy, gdy ktoś traktuje elektrody jak jednorodny materiał eksploatacyjny. Tymczasem zasadowa, rutylowa i celulozowa pracują inaczej, a wolframowa ma jeszcze własne zasady ostrzenia i prowadzenia. Jeśli dorzuci się do tego złą polaryzację, wilgoć albo zbyt długi łuk, efekt bywa przewidywalny: więcej odprysków, gorsze wtopienie i większe ryzyko pęknięć.
| Błąd | Co się dzieje | Jak tego unikam |
|---|---|---|
| Zła polaryzacja lub prąd | Łuk jest niestabilny, spoina wygląda surowo albo przegrzewa materiał | Sprawdzam zalecenia producenta i nie ustawiam parametrów „na oko” |
| Zawilgocona elektroda niskowodorowa | Rośnie ryzyko porowatości i pęknięć wodorowych | Trzymam ją w suchym opakowaniu lub w podgrzewaczu zgodnie z zaleceniem producenta |
| Za długi łuk | Więcej odprysków, gorsza osłona i płytsze wtopienie | Utrzymuję możliwie krótki i stabilny łuk |
| Za duża średnica elektrody | Trudniejszy start i większe ryzyko przegrzania cienkiego elementu | Dobieram średnicę do grubości materiału i prądu |
| Brudna końcówka wolframowa | Łuk TIG staje się niestabilny i rozprasza się po materiale | Zaostrzam elektrodę i pilnuję czystości końcówki |
Jest jeszcze jeden praktyczny błąd, o którym łatwo zapomnieć: mieszanie w jednym miejscu elektrod przeznaczonych do różnych zadań. Celulozowa nie zastąpi zasadowej w konstrukcji odpowiedzialnej, a zasadowa nie będzie wygodniejsza tylko dlatego, że „też spawa stal”. W dobrze prowadzonym warsztacie materiał eksploatacyjny dobiera się do zadania, a nie do tego, co akurat zostało w pudełku.
Elektrody w zgrzewaniu punktowym i innych zastosowaniach specjalnych
Poza klasycznym spawaniem łukowym w warsztacie spotyka się też elektrody do zgrzewania oporowego. Tu sama końcówka ma ogromne znaczenie, bo odpowiada jednocześnie za przewodzenie prądu, docisk i kontrolę miejsca zgrzeiny. W praktyce liczy się materiał, kształt i chłodzenie, a dopiero potem wygoda montażu.
| Zastosowanie | Co jest typowe | Na co zwracam uwagę |
|---|---|---|
| Zgrzewanie punktowe blach | Miedź i stopy miedzi, często CuCrZr | Przewodność, odporność na zużycie i kształt końcówki |
| Zgrzewanie powierzchniowe i projekcyjne | Szersza, stabilna końcówka elektrody | Większa powierzchnia styku i równy docisk |
| Napawanie | Elektrody napawające o podwyższonej odporności na ścieranie | Nie tylko twardość, ale też to, jak potem da się obrabiać powierzchnię |
| Żłobienie łukowe | Elektrody węglowe lub grafitowe | Dobór średnicy do prądu i wydajności usuwania materiału |
W zgrzewaniu punktowym chłodzenie bywa niedoceniane, a to ono w dużej mierze decyduje o żywotności końcówki. AWS podaje dla wielu takich zastosowań przepływ wody rzędu 0.5-1.5 gal/min, czyli mniej więcej 2-6 l/min, co dobrze pokazuje, że sama miedź nie wystarczy, jeśli elektroda się przegrzewa. Z kolei przy żłobieniu łukowym liczy się nie tylko materiał elektrody, ale też długość wystająca z uchwytu i stabilność prowadzenia łuku.
Co warto mieć pod ręką, żeby pracować sprawniej
Gdybym miał ograniczyć warsztatowy zestaw do kilku pewnych pozycji, postawiłbym na rozwiązania, które realnie pokrywają większość zadań. W praktyce nie chodzi o gromadzenie dziesięciu odmian „na wszelki wypadek”, tylko o to, by mieć materiał pasujący do najczęstszych scenariuszy. To oszczędza czas, zmniejsza liczbę nieudanych prób i upraszcza ustawianie parametrów.
- Elektrody rutylowe do szybkich napraw i prostych zadań na stali.
- Elektrody zasadowe niskowodorowe do połączeń konstrukcyjnych i tam, gdzie liczy się jakość.
- Jedną lub dwie średnice wolframu do TIG, dobrane do najczęściej używanego prądu i materiału.
- Drut do MIG/MAG dopasowany do stali, którą obrabiasz najczęściej.
- Końcówki do zgrzewania lub elektrody specjalne tylko wtedy, gdy rzeczywiście pracujesz ze zgrzewarką albo napawaniem.
Jeśli mam doradzić jedną zasadę na koniec, to tę: najpierw określ proces, potem materiał i pozycję, a dopiero na końcu sięgaj po konkretny typ elektrody. Dzięki temu wybór staje się prosty, a spoina przestaje być loterią.